

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






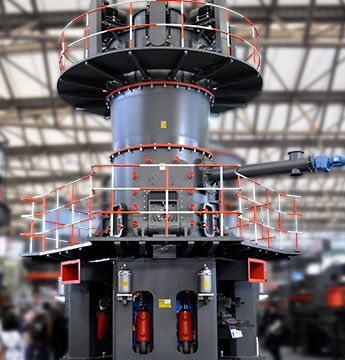
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

立式铣刀磨法
 2021-06-26T16:06:36+00:00
2021-06-26T16:06:36+00:00

一步一步教你修磨硬质合金立铣刀哔哩哔哩bilibili
网页2019年12月21日 女徒弟磨不好铣刀老师傅一顿臭骂,女徒弟很郁闷却不敢顶嘴乖乖学网页2020年2月24日 立铣刀修磨时,需要掌握的几何角度: (1)端面后角,如下图: 作用: 防止端面与工件底面产生摩擦,提高端面刃口的锋利程度。 (2)第二端面后角, 立铣刀的几何角度与如何修磨刃磨

史上最全的铣刀基本知识,建议收藏 知乎
网页2019年12月26日 1 铣刀切削部分材料的基本要求 (1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使 网页2021年10月15日 可转位刀片式立铣刀的特征: 与整体式立铣刀相同,可转位刀片式立铣刀也有直角型与球头型之分。 与整体式立铣刀相比,可转位刀片式立铣刀主要用于粗加工 3秒教你认全机械加工中心立铣刀! 知乎

全磨立铣刀 百度百科
网页2022年7月22日 全磨立铣刀用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。 当立铣刀上有通过中心的端齿时,可轴向进给。 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。 ②整体焊齿 网页2020年2月18日 立铣刀可以用作面铣。但因为其主偏角为90°,刀具受力除主切削力外,主要是径向力,易于引起刀杆挠曲变形,也易于引发振动,影响加工效率,因此,除了类 立铣刀百度百科

立铣刀的几何角度与如何修磨刃磨数控刀具数控圈
网页2018年5月17日 粗加工铣刀,或加工强度、硬度较高的工件时。 应选用较小的后角,以保证刀齿有足够的强度; 加工塑性大或弹性较大的工件时,后角选用加大的,以免由于已 网页2017年6月11日 方法/步骤 先将受损的铣刀头部磨平,三个刀刃尽量磨得登高。 将铣刀用台钳夹紧,然后划上线,用角磨机或者小电磨沿着线切开(注:角磨机震动较大不容易 手工磨数控铣刀的方法百度经验

手工磨四刃铣刀教程百度经验
网页2018年3月30日 第四步 , 采用粒度 60~80的碟形白刚玉砂轮。第五步 , 用自制的专用 夹具将碟形砂轮安装在立式 (或卧式 ) 通过工作台纵向移动 , 直至铣刀刃磨完 成。 [图] 7 /7 第 网页2019年12月21日 女徒弟磨不好铣刀老师傅一顿臭骂,女徒弟很郁闷却不敢顶嘴乖乖学一步一步教你修磨硬质合金立铣刀哔哩哔哩bilibili

立铣刀百度百科
网页2020年2月18日 立铣刀可以用作面铣。但因为其主偏角为90°,刀具受力除主切削力外,主要是径向力,易于引起刀杆挠曲变形,也易于引发振动,影响加工效率,因此,除了类似于薄底工件需要小的轴向力或者属面铣偶 网页2017年6月11日 方法/步骤 先将受损的铣刀头部磨平,三个刀刃尽量磨得登高。 将铣刀用台钳夹紧,然后划上线,用角磨机或者小电磨沿着线切开(注:角磨机震动较大不容易掌握,要多练后才能掌握使用技巧。 如有小电磨建议使用小电磨)。 数控,正品低价品质保障 手工磨数控铣刀的方法百度经验

铣床基础知识百度文库
网页铣床类型很 多,包括卧式 铣床、立式铣 床、龙门铣床、 工具铣床、键 槽铣床等。 刀 齿 背 铣刀。这种铣刀磨钝 后沿后刀面重磨。此 形 类铣刀制造、刃磨方 状 分 便,刀刃较锋利。 类 铲齿铣刀 铲齿铣刀的齿背是一条 特殊曲线(一般为阿 按 基米德螺旋线 网页2023年4月23日 数控立式车床VL600E:高转速立车,最大旋径Φ850,切削直径Φ680,切削高度500mm,卡盘尺寸15inch,刀库容量8,机器重量8T。 数控立式车床VL1600ATC : 滑枕式车削中心,最大旋径Φ2000,切削直径Φ2000,切削高度1200mm,刀柄形式BT50+曲齿,刀库容量12,机器重量35T。2023机床展CWMTE2023展品综述 航空航天领域应用设备

手工磨四刃铣刀教程 Sogou
网页2019年3月15日 步 , 车制一件能装夹铣刀的夹具 , 水平安装在万能分度头上 , 用百分表校 正 , 校正按三个方面进行 :首先 , 夹具的上素线相对于工作台台面的平行度 03 其次 , 夹 具的侧素线相对于工作台纵向进给方面的平行度 ; 然后 , 铣刀的径向跳动。 04 校正后 再用 网页2021年3月13日 根据X53K型立式铣床说明书可知: 机床主轴主电动机允许的功率 Pcm= Pcm=75>09 325kw因此机床功率能满足要求。 工序4 切削用量 本工序为铣前后端面。 选择高速钢圆柱铣刀直径 d=50mm,齿 =35mm故机床选用 X53K型立式铣床。 1确定每齿进给量fz 根据资料所知,查得 蜗轮减速器箱体设计说明书讲解 豆丁网

减速箱输出轴的切削加工工艺docx 冰豆网
网页2023年2月7日 铣削时,铣刀的旋转是主运动,零件随工作台的运动是进给运动。铣床的种类很多,常用的是升降台卧式铣床和立式 铣床。铣削大型零件的平面则用龙门铣床,生产率较高,多用于批量生产。1.铣削的工艺特点和应用 (1)铣刀是典型的多齿刀具 网页立式铣床是常见的键槽加工机床,现有制造方法在利用立式铣床铣削传动轴上键槽时,不仅要找正键槽轴轴线与刀具相对工作台位移方向(即方向找正),还需要用试切法等手段保证柱状铣刀轴线恰好处于传动轴轴线正上方(位置找正),即保证柱状铣刀轴线垂直于传动立式铣床键槽对刀装置【掌桥专利】

用什么铣刀加工硅胶比较好?百度问一问
网页2022年3月26日 摘要 用什么铣刀加工硅胶比较好? 可以使用白钢刀,白钢刀可以刃磨的楔角很小,可以做的很锋利。 车削硅胶时,硅胶不会变形太大 硅胶怎么切割的解决方法如下:⒈焙烧法对于粗孔硅胶,可放在焙烧炉内逐渐升温至500600℃,约经68小时至胶粒 网页2019年12月21日 女徒弟磨不好铣刀老师傅一顿臭骂,女徒弟很郁闷却不敢顶嘴乖乖学一步一步教你修磨硬质合金立铣刀哔哩哔哩bilibili

立铣刀百度百科
网页2020年2月18日 立铣刀可以用作面铣。但因为其主偏角为90°,刀具受力除主切削力外,主要是径向力,易于引起刀杆挠曲变形,也易于引发振动,影响加工效率,因此,除了类似于薄底工件需要小的轴向力或者属面铣偶尔为之要减少刀具库存品种这类特殊原因之外,不推荐用立铣刀来加工无台阶的平面。网页2017年6月11日 方法/步骤 先将受损的铣刀头部磨平,三个刀刃尽量磨得登高。 将铣刀用台钳夹紧,然后划上线,用角磨机或者小电磨沿着线切开(注:角磨机震动较大不容易掌握,要多练后才能掌握使用技巧。 如有小电磨建议使用小电磨)。 数控,正品低价品质保障 手工磨数控铣刀的方法百度经验

铣削(加工)全球百科
网页2023年4月19日 铣削可以用各种机床来完成。 用于铣削的原始机床类别是铣床(通常称为铣床)。在 1960 年代计算机数控 () 出现后,铣床演变为加工中心:铣床增加了自动换刀装置、刀库或转盘、 能力、冷却系统和外壳。 铣削中心一般分为立式加工中心(VMC)或卧式加工中心(HMC)。网页2019年3月15日 步 , 车制一件能装夹铣刀的夹具 , 水平安装在万能分度头上 , 用百分表校 正 , 校正按三个方面进行 :首先 , 夹具的上素线相对于工作台台面的平行度 03 其次 , 夹 具的侧素线相对于工作台纵向进给方面的平行度 ; 然后 , 铣刀的径向跳动。 04 校正后 再用 手工磨四刃铣刀教程 Sogou
史上最全的铣削式立铣刀都在这了,必须收藏!
网页2017年9月13日 通用系列整体式立铣刀 方肩铣 通用系列立铣刀 1 CoroMill® Plura通用系列 满槽铣 通用系列立铣刀 1 最多可修磨3次。参见第40 页。 使用CoroChuck™ 930通过轻松快捷的刀具装夹和换刀来确保高效生产。参见第36页 网页2011年11月17日 2小直径立铣刀渐进磨损过程试验 1)试验条件 加工机床:XHK5140立式加工中心;工件材料:铸铁、铸钢(尺寸190mm×90mm×50mm);刀具:φ直柄立铣刀,螺旋角θh=30°,刀齿数Nf=3;不使用切削液;用JC10型读数显微镜测量每一刀齿后刀面和副后刀面磨损带尺寸 小直径立铣刀后刀面磨损带的研究机床商务网 jc35

机械加工的基本方法百度文库
网页2铣刀的种类和用途 圆柱铣刀用在卧式铣床上加工平面 端铣刀多用在立式铣床上加工平面 立铣刀适用于铣削端面、斜面、沟槽和 卧式车床能加工的典型表面 车削加工的工艺特点 容易保证轴套类零件和盘类零件各表面 之间的位置精度网页2023年4月23日 数控立式车床VL600E:高转速立车,最大旋径Φ850,切削直径Φ680,切削高度500mm,卡盘尺寸15inch,刀库容量8,机器重量8T。 数控立式车床VL1600ATC : 滑枕式车削中心,最大旋径Φ2000,切削直径Φ2000,切削高度1200mm,刀柄形式BT50+曲齿,刀库容量12,机器重量35T。2023机床展CWMTE2023展品综述 航空航天领域应用设备

蜗轮减速器箱体设计说明书讲解 豆丁网
网页2021年3月13日 根据X53K型立式铣床说明书可知: 机床主轴主电动机允许的功率 Pcm= Pcm=75>09 325kw因此机床功率能满足要求。 工序4 切削用量 本工序为铣前后端面。 选择高速钢圆柱铣刀直径 d=50mm,齿 =35mm故机床选用 X53K型立式铣床。 1确定每齿进给量fz 根据资料所知,查得
采石场需要办些什么证
2020-05-23粉碎的鹅卵石有什么用途
2021-12-30上海轩世机械设备有限公司
2022-10-31沙场承包采砂许可证沙场承包采砂许可证沙场承包采砂许可证
2021-04-20石料生产线设备生产厂家磨粉机设备
2023-12-18abs破碎机
2022-09-221 撕碎机动刀与定刀速比
2022-07-02浙江小型灰钙粉机浙江小型灰钙粉机浙江小型灰钙粉机
2024-01-15粉体研磨机的操作方法
2022-09-09振动筛背景及意义振动筛背景及意义振动筛背景及意义
2021-05-18大型矿山破碎设备大型矿山破碎设备大型矿山破碎设备
2023-05-29石子怪图片石子怪图片石子怪图片
2021-06-21开矿还需要开什么场
2020-09-23香米粑粑制作机器
2021-06-23ZSW600*130振动给料机报价磨粉机设备
2024-01-27机器制造电焊条公司机器制造电焊条公司机器制造电焊条公司
2020-11-20磨粉机砂轮是如何做出来的磨粉机设备
2021-08-13钢渣成套设备工艺流程磨粉机设备
2021-08-28建筑垃圾往哪倒磨粉机设备
2020-11-04建筑垃圾如何无害化处理
2021-02-24反击式破碎机原煤
2020-09-27砂岩石料生产线砂岩石料生
2023-03-26冠亚矿机冠亚矿机冠亚矿机
2024-01-25好些的洗砂机好些的洗砂机好些的洗砂机
2020-12-20石料碎石机基础施工图
2023-05-10北京磨煤机配件磨粉机设备
2021-06-26金矿石多少钱一克
2022-08-09塑料粉碎机价格,等产品信息
2022-11-16山东惯性圆锥破碎机厂家
2023-12-28共振设备RB500共振设备RB500共振设备RB500
2022-06-23