

细粉加工设备(20-400目)
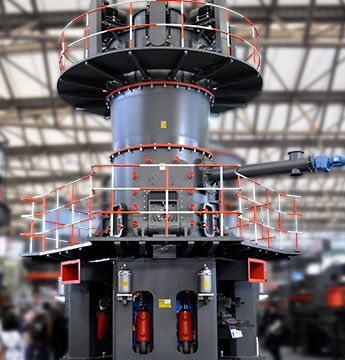
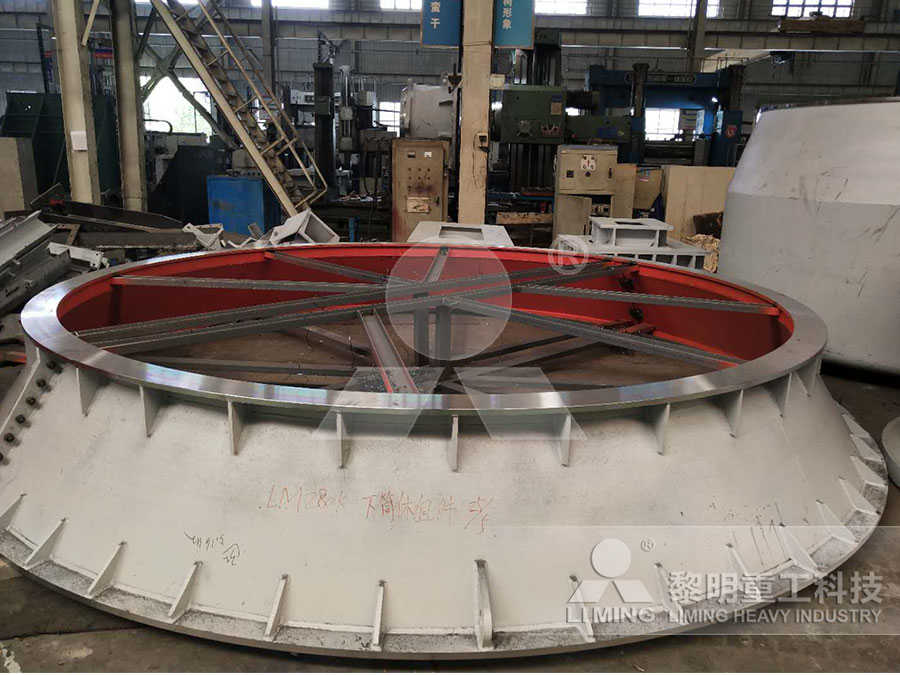
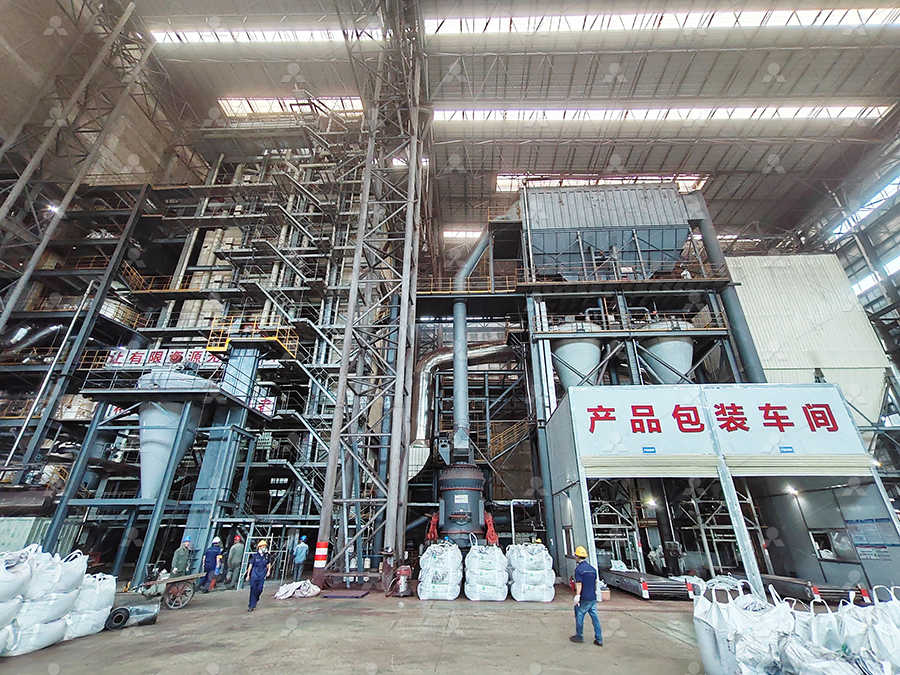
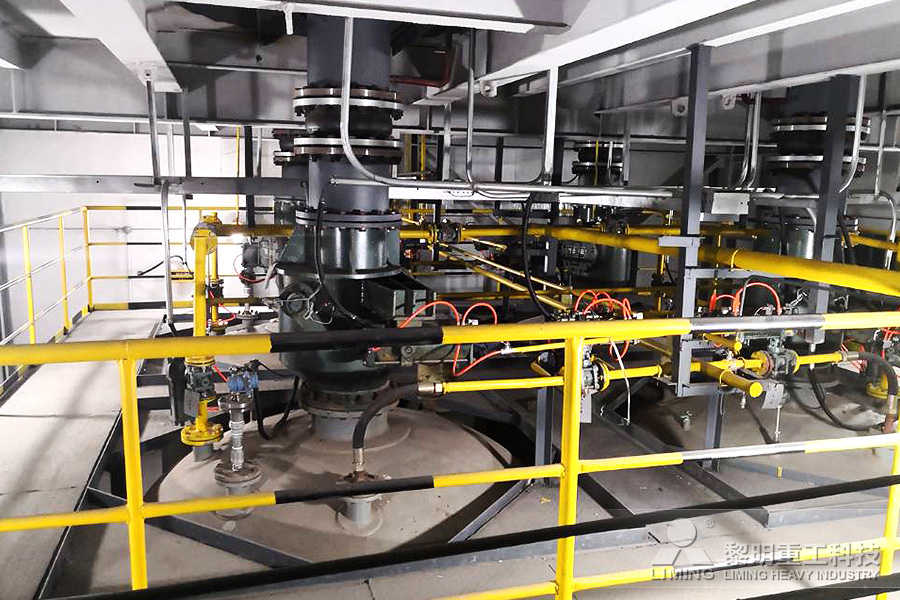
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

精度可达IT5~01
 2020-12-02T03:12:47+00:00
2020-12-02T03:12:47+00:00

超精密抛光技术到底有多先进 I 看看这个圆球就知道了! 知乎
网页2019年8月31日 加工精度可达IT5~IT1,表面粗糙度可达Ra063~001 微米。抛光是利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方 网页2020年7月15日 3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。04磨削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较 数控加工精度的“公差等级”详解 知乎
切削加工:研磨百度百科
网页2021年9月18日 加工精度可达IT5~01﹐表面粗糙度可达R 063~001微米。 研磨方法一般可分为湿研﹑干研和半干研 3类。 ①湿研﹕又称敷砂研磨﹐把液态研磨剂连续加注或涂 网页2023年4月24日 3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 04 磨削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比 各种机加工,分别能达到什么精度公差等级?工件表面方法

车、铣、刨、磨、钻、镗所能达到的最高加工精度全在这里
网页2020年11月11日 2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10—IT7,表面粗糙度为Rα10—016μm。 3)在高精度车床上用精细修研的金刚石车刀 网页2019年9月26日 加工精度可达IT5~01,最高可达R063≤001微米。 研磨方法可分为湿研、干研法和半干研法 (1)湿磨:又称砂磨,在磨削表面不断注入或涂覆液体磨剂,在工 研磨加工的湿磨、干研、半干研磨指的是很什么?工件

超精密抛光工艺:现代电子工业的灵魂,我们还只能仰望精度
网页2021年1月17日 研磨可用于加工各种金属和非金属材料,加工的表面形状有平面,内、外圆柱面和圆锥面,凸、凹球面,螺纹,齿面及其他型面。加工精度可达IT5~IT1,表面粗 网页1 天前 加工精度可达IT5~01,表面粗糙度可达Ra063~001微米。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光 研磨和抛光有什么不同?

研磨机是干什么用的红火焦点
网页2022年6月24日 加工精度可达IT5~01,表面粗糙度可达Ra063~001微米。 99氧化铝陶瓷的磨削加工法介绍 99氧化铝陶瓷材料属难加工材料,具有高硬度、脆性大的特点,目前 网页2022年1月9日 加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。 百度首页 网页 新闻 贴吧 知道 网盘 图片 视频 地图 文库 百科 进入词条 全站 帮助 清除历史记录 关闭 近期有不法分子冒充百度百科官方人员,以删除词条为由威胁并敲诈相关企业 研磨处理百度百科
公差等级表|机械设计与制造公差等级表 知乎
网页2022年8月10日 IT5 用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸, 一般机械中应用较少。 例如,检验IT11至IT14级工件用量规和校对IT14至IT15级轴用 网页2007年1月20日 加工精度可达IT5~01 ,表面粗糙度可达Ra063~001微米,属于精 按照研磨盘的个数,可分为:单面研磨机和双面研磨机。 按照研磨盘尺寸,可分为:380研磨机,460研磨机,610研磨机,910研磨机等 平面研磨机 百度百科

华慧高芯知识库浅谈半导体材料的研磨抛光,建议半导体人
网页2019年4月26日 加工精度可达IT5~IT1,表面粗糙度可达Ra063~001 微米。抛光是利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。 两者的主要区别在于:抛光达到的表面光洁度要比研磨更高,并且可以采用化学或者电 网页2023年4月24日 3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 04 磨削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较广泛。 磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削 各种机加工,分别能达到什么精度公差等级?工件表面方法

珩磨和研磨的区别? 机械加工 机械社区 百万机械行业
网页2010年11月13日 加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。( w T0 V/ \% ? b9 T p: [! X4 p: N( M 研磨方法一般可分为湿研、干研和半干研 3类。①湿研:又称敷砂研磨,把液态研磨剂连续加注或涂敷在研磨表面,磨料在工件与研具间不断滑动和滚动,形 网页3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 四 磨 削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工,在机械制造行业中应用比较广泛。 磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削为125机床的最高加工精度是多少?腾讯新闻

研磨与珩磨的区别百度经验
网页2018年11月20日 加工精度可达IT5~IT01,表面粗糙度可达Ra063~001 微米。 [图] 研磨的分类 1 /4 研磨方法一般可分为湿研、干研和半干研 3类。 [图] 2 /4 湿研:又称敷砂研磨,把液态研磨剂连续加注或涂敷在研磨表面,磨料在工件与研具间不断滑动和滚动,形成 网页2013年8月23日 加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。珩磨: 用镶嵌在珩磨头上的油石(又称珩磨条)对精加工表面进行的精整加工。又称镗磨。主要加工直径5~500毫米甚至更大的各种圆柱孔,孔深与孔径之比可达10或更大。在一定条件下,也 航磨加工是什么 百度知道

研磨和抛光有什么不同?
网页1 天前 加工精度可达IT5~01,表面粗糙度可达Ra063~001微米。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光)。通常以抛光轮作为抛光工具。网页2023年4月24日 3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 04 磨削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较广泛。 磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削 各种机加工,分别能达到什么精度公差等级?工件表面方法

【加工知识】车、铣、刨、磨、钻、镗 的精度“公差等级
网页2020年4月24日 3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 04 磨削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较广泛。 磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削 网页2019年3月5日 2、半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~016μm。 3、在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7~IT5,表面粗糙度为Rα004~001μm,这种车削称为"镜面 车、铣、刨等加工分别能达到什么样的加工精度?百度经验
车、铣、刨、磨、钻、镗分别能达到什么样的精度“
网页2020年8月6日 2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~016μm。 3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达 网页3)精刨加工精度可达IT8~IT7,表面粗糙度为32~16μm。 四 磨 削 磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工,在机械制造行业中应用比较广泛。 磨削通常用于半精加工和精加工,精度可达IT8~IT5甚至更高,表面粗糙度一般磨削为125机床的最高加工精度是多少?腾讯新闻

珩磨和研磨的区别? 机械加工 机械社区 百万机械行业
网页2010年11月13日 加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。( w T0 V/ \% ? b9 T p: [! X4 p: N( M 研磨方法一般可分为湿研、干研和半干研 3类。①湿研:又称敷砂研磨,把液态研磨剂连续加注或涂敷在研磨表面,磨料在工件与研具间不断滑动和滚动,形 网页2013年8月23日 加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。珩磨: 用镶嵌在珩磨头上的油石(又称珩磨条)对精加工表面进行的精整加工。又称镗磨。主要加工直径5~500毫米甚至更大的各种圆柱孔,孔深与孔径之比可达10或更大。在一定条件下,也 航磨加工是什么 百度知道
传动轴加工工艺设计的设计百度文库
网页轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。 122 轴颈的几何形状精度 (圆度、圆柱度),一般应限制在直径公差点范围内。对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。 123 主要是指装配传动件的配合轴颈 网页加工精度可达IT5~01,表面粗糙度可达Ra063~001 微米。二、美丽玻璃工艺品的研磨过程 1研磨材料主要就是应用在一些需要通过研磨加工后,摇身变成让人眼前一亮的工艺品。玻璃工艺品就是其中的一种。研磨特点主要是:研磨也是孔常用的一种光整 分享美丽玻璃工艺品的研磨过程文档下载

研磨和抛光有什么不同?
网页1 天前 加工精度可达IT5~01,表面粗糙度可达Ra063~001微米。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光)。通常以抛光轮作为抛光工具。
长石沙加工方案
2023-10-07水洗彩色石子的生产设备
2021-03-27时产400吨移动破碎站5
2023-04-12机制砂有云母检测吗
2020-08-25河南巩义移动式一体破碎机设备
2020-11-25洛阳得力克破碎机
2023-06-28立磨得组成部分磨粉机设备
2020-07-22珍珠岩的生产
2021-06-06四辊破碎机检修规程
2022-08-20250TPH粉砂机
2023-09-11抓砂机多少钱一台
2022-09-06江门立式混凝土搅拌机加工厂磨粉机设备
2024-02-02石场包括石材加工吗
2022-10-22钾矿粉的含钾量
2023-05-30粉碎 机 氧化锆 公司
2021-10-27潍坊九昌碎石生产线磨粉机设备
2022-09-26立磨验收
2024-02-24那有卖石材加工设备
2021-08-31玉溪城北打沙机厂
2022-06-24生产盾构机的厂家
2023-08-131550圆锥破磨粉机设备
2022-08-19纸面石膏板生产厂家
2021-12-18陶瓷的原材料
2020-06-04砼路面液压破碎机砼路面液压破碎机砼路面液压破碎机
2022-01-31矿山上需要什么样的挖机
2021-12-31山东办理采矿权流程
2022-05-24林芝地磨煤机
2020-10-15卖石灰生产设备的是骗子吗
2021-08-03宁波磨粉机磨粉机设备
2020-04-18设备生产线工艺含除尘器
2020-12-31